









Chief Master Sergeant
Retired U.S. Air Force
- Joined
- Nov 6, 2002
- Messages
- 5,193
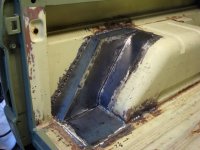
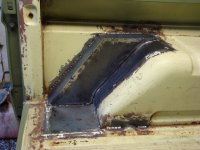
As we weld in the new pans, I'm getting some serious burnthrough on some of the thinner metals I had to grind rust from. I'm using a Millermatic 180 (220) and have turned it down as low as I can and still get a decent weld, but I'm still burning this stuff up. I'm using sheielding gas and the auto function for the welder. Someone recommended running smaller welding wire, as I'm using .30 right now. Any other suggestions? Seeing some of the projects you guys do with severe rust shows me I'm doing something wrong.


 )
)